





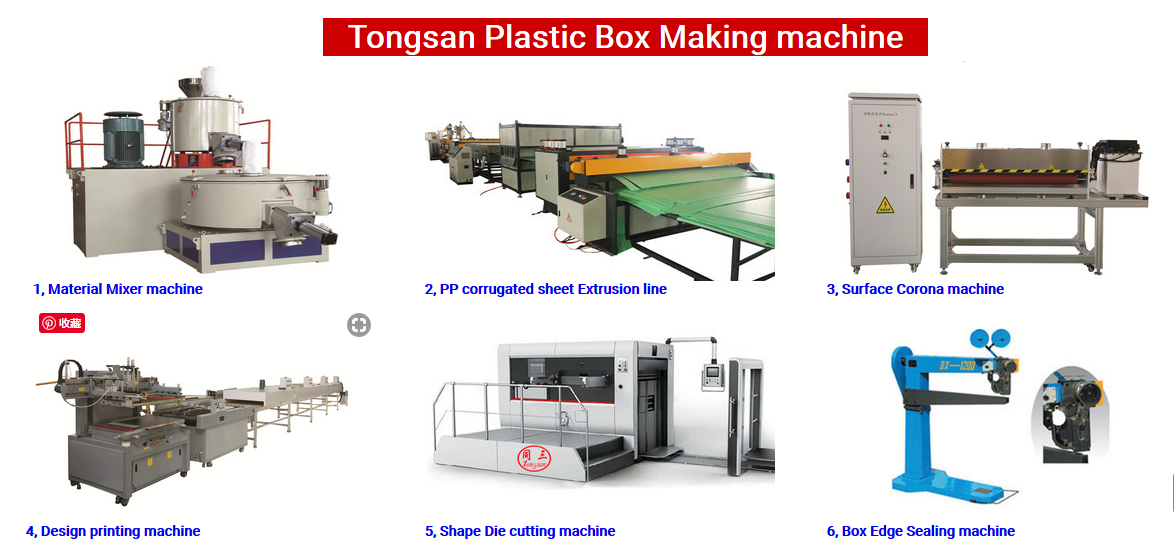
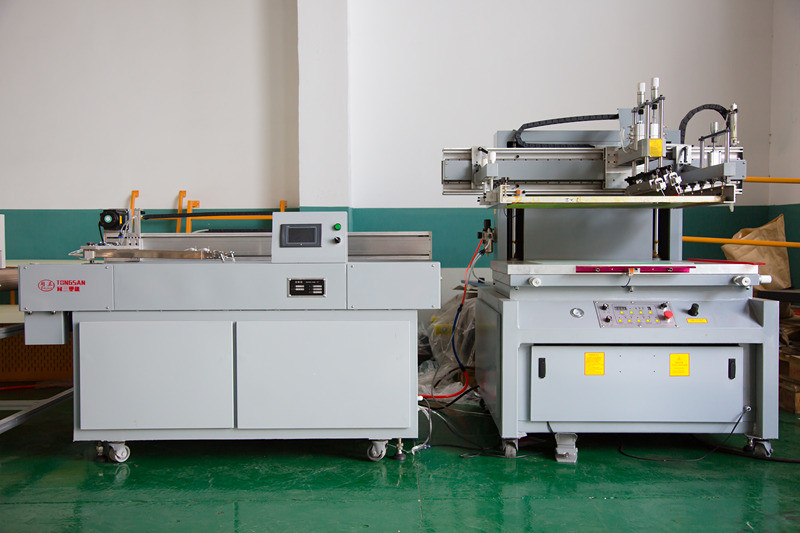
Semiautomatic Flat Silk screen Printing for PP corrugated sheet box panel
group namePlastic hollow sheet box making auxiliary machine
-
Min Order1 piece
brand nameQingdao Tongsan
modelmanual screen printing JY-7010B
payment methodL/C, Western Union, MoneyGram, T/T, Paypal
-
update timeThu, 24 Sep 2020 13:18:11 GMT
Paramtents
Model Manual Silk screen printer
Color single color
Printing speed(pcs/h) 500-1200
Working platform area(mm) 800*1100
Maximum printing area(mm 700*1000
Largest screen setup (mm) 950*1200
Minimum screen setup (mm) 800*950
Load bearing thickness(mm) 0-20.0-50
Work pressure(Mpa) 0.4-0.6
Gas consumption(0.6Mpa)(L/pcs) 13/PCS
Power (kw) 2.3kw
Minimum height of workbench plate (relative ground 820kg
Shape size (l*w*h)(mm) 1900*1450*1280
Weight (kg) 480
Nominal voltage(v/Hz) 220V50HZ / 380V
Packging & Delivery
Size200cm x 200cm x 200cm
Weight480.00kg / piece
Min Order1 piece
Briefing
Detailed
In addition to the silk material, nylon wire, copper wire, steel wire or stainless steel wire can be used. The principle of stencil printing for screen printer applications originated from ancient stencil printing. The stencil printing has various forms such as stencil printing, stencil printing and screen printing.




Equipment model | JY-7010B |
Working platform area(mm) | 800*1100 |
Maximum printing area(mm) | 700*1000 |
Largest screen setup (mm) | 950*1200 |
Minimum screen setup (mm) | 800*950 |
Load bearing thickness(mm) | 0-20.0-50 |
Printing speed(pcs/h) | 500-1200 |
Work pressure(Mpa) | 0.4-0.6 |
Gas consumption(0.6Mpa)(L/pcs) | 13/PCS |
Power (kw) | 2.3 |
Minimum height of workbench plate (relative ground)(mm) | 820 |
Shape size (l*w*h)(mm) | 1900*1450*1280 |
Weight (kg) | 480 |
Nominal voltage(v/Hz) | 220V50HZ / 380V |
A, Operation adjustment:
The adjustment of the parallelism between the three layers of the guide rail, the printing plate and the working platform: generally the guide rail or the platform is used as the reference for the adjustment.
1,The platform and the guide rail should be parallel, and the squeegee plate moves along the guide rail. If the two are not parallel, the squeegee will not always touch the platform with a certain pressure, and even the gap will occur. This adjustment has been adjusted before the machine leaves the factory. .
2 ,The screen printing plate and the platform should be parallel, otherwise the mesh distance (distance from the bottom surface of the screen printing plate to the printing surface) is inconsistent, causing the printing pressure and the screen printing plate to be inconsistent. Therefore, the flatness of the frame itself should be guaranteed. It is generally up to the user to make specific requirements as needed.
2 The adjustment amount of the blade inclination angle is generally in the range of 65° to 85°, and can be selected as needed.
3 The adjustment of the printing pressure is actually the adjustment of the position of the squeegee.
4 The length of the squeegee can not be adjusted, generally supplied as a kit, each set has several different lengths to choose from.
There are always various fault problems in the printing process of the screen printing machine, such as manual and semi-automatic all do not operate, the power light is on, and the printing seat does not move after moving left.
Most of the causes of such failures are caused by damage to the foot switch or short circuit caused by the water in the foot switch socket, and the other is a problem with the manual start button switch. The repair method is to replace the new switch, socket, push button switch or disassemble the repair related damage parts.
2, when the semi-automatic work is done, the foot switch slides down, and then rises after being released.
This phenomenon is generally caused by damage or disconnection of the proximity switch on the left side of the cross slide. The solution is to replace the proximity switch or connect the switch.
3. When the semi-automatic work is done, the foot pedal is lowered by the foot switch, and the printing seat does not move after being moved to the left.
The cause of this failure is that the proximity switch on the left side of the cross slide is not sensed or has a problem.
The solution is to adjust the proximity switch of the left proximity switch or the replacement proximity switch; and the micro switch in the foot switch does not move, which may cause this fault. The solution is to adjust, repair or replace the new microswitch with the microswitch in the foot switch.
4. When the semi-automatic work is done, the foot switch is stepped on, and the slide is lowered to the left and then rises but not moved to the right.
This phenomenon occurs when the proximity switch on the upper left side of the vertical slide is not sensed or the proximity switch has a problem. The solution is to adjust the proximity proximity switch to sense or better the proximity switch.
5. After the action is switched, the rising action is slow and half beat.
Such a fault is to control the solenoid valve to block foreign matter or the solenoid valve is faulty. The solution is to remove the solenoid valve to clean or replace the solenoid valve.
6, manual, semi-automatic all do not move, the power light is on.
The cause of such failure is that the low-voltage side fuse is blown, no air source is entered, and all the solenoid valves are faulty. The solution is to change the low-voltage side fuse to check whether the pressure reaches 4-7kg/cm. The solenoid valve has all the faults, and most of them are disconnected.
7, automatic, semi-self-start does not decline.
Such a fault occurs when the proximity switch on the right side of the cross slide is faulty or not sensed, the selection switch is faulty, and the single-action switch interlocking point is damaged. The solution is to adjust the proximity switch to sense or replace the right proximity switch, replace or repair the selector switch and the single-action switch.
8, automatic can not start.
This type of fault is that the micro-switches of the upper and lower cylinders are normally closed, the contacts cannot be turned on or the timer is damaged. The solution is to repair the micro switch or replace the timer.
9, the countertop does not inhale.
The cause of this type of malfunction is that the suction motor is burnt. The contactor that controls the operation of the motor is damaged, the suction motor is rotated, but the suction solenoid valve is faulty, the suction selection switch is faulty, and the solution is repaired or replaced.
10, the vertical slide rises slowly.
The reason for this type of failure is that the vertical slide bearing has no oil or the cylinder piston is worn, and the magnetic collision causes the shaft to bend. The solution is to replenish the oil, replace the piston password, and adjust the shaft.
You need a product




You May Like




- Nearest port for product export
- Qingdao Port
- Delivery clauses under the trade mode
- FOB, CFR, CIF, EXW
- Acceptable payment methods
- T/T, L/C, MoneyGram, Credit Card, PayPal, Westem Union, Cash, Escrow